
Asch & Sebert ist ein Unternehmen, das sich auf die Entwicklung und Herstellung hochwertiger Präzisionsteile spezialisiert hat. Mit langjähriger Erfahrung bietet das Unternehmen massgeschneiderte Lösungen für verschiedene Branchen, darunter Maschinenbau, Automobilindustrie und Medizintechnik. Das Leistungsspektrum umfasst CNC-Drehen, Fräsen, Schleifen sowie Oberflächenbearbeitung, stets mit Fokus auf höchste Qualität und Präzision. Modernste Maschinen und ein engagiertes Team gewährleisten eine effiziente Produktion und flexible Auftragsabwicklung. Asch & Sebert legt grossen Wert auf Nachhaltigkeit und Umweltverträglichkeit, um nachhaltige Werte zu schaffen. Das Unternehmen zeichnet sich durch Zuverlässigkeit, Innovation und Kundenzufriedenheit aus und ist ein zuverlässiger Partner für anspruchsvolle Fertigungsaufgaben. Mit ihrer Expertise unterstützen sie Kunden bei der Realisierung komplexer Projekte und setzen dabei auf höchste Standards in Qualität und Service.

Werkzeugwechsel ohne lästiges Nachjustieren der Kühlung? Asch & Sebert macht es möglich. Mit einem patentierten Kühlmittelring und dem Zirkularfrässystem von Horn entsteht Präzision, die sich automatisch anpasst.
Redaktionelle Bearbeitung: Technische Rundschau
Maschinenbediener kennen das Problem: Wer während der Fräsbearbeitung von einem kurzen Werkzeug auf ein langes wechselt, muss die Kühlmittelzufuhr anpassen. Insbesondere wenn keine innere Kühlmittelzufuhr zur Verfügung steht, führt dies zu einem hohen Einstellaufwand, um die Prozesssicherheit der Bearbeitung sicherzustellen. Das Unternehmen Asch & Sebert hat sich diesem Problem angenommen und einen Kühlmittelring entwickelt, bei dem sich die Kühlmitteldüsen automatisch der Werkzeuglänge anpassen. Für die Fertigung des patentierten Systems setzt der Inhaber Gerald Sebert auf Präzisionswerkzeuge der Paul Horn GmbH. «Für das Fräsen der Verzahnungen führt für uns kein Weg an den Horn-Werkzeugen vorbei», so Sebert.
Der Startschuss der Entwicklung der Kühlmittelringe war im schwierigen Wirtschaftsjahr 2009. Aufgrund der weltweit schlechten Auftragslage entstand bei Asch & Sebert die Idee, ein eigenes Produkt auf den Markt zu bringen. Wie in vielen Fertigungen stellte sich auch in der eigenen Produktion das Problem mit der Kühlmittelzufuhr von unterschiedlich langen Werkzeugen. «Hier wollten wir angreifen und begannen mit der Entwicklung des automatisch einstellbaren Kühlmittelrings», so Sebert. Nach einigen Prototypen war das System auf den eigenen Maschinen für Langzeittests im Einsatz. «Die Entwicklung ist das eine, der Verkauf das andere. Wir haben sehr viel Zeit für die Patentrecherchen aufgewendet. Hier recherchierten wir bis in die 30er Jahre zurück, ob wir mit unserer Idee irgendwelche Patente verletzen», erzählt Sebert. Im Jahr 2015 war es dann so weit: Sebert meldete das System zum Patent an.
Erfolge und Rückschläge
«Wir sind von dem System absolut überzeugt, aber es war ein Kampf, den Kühlmittelring ohne ein entsprechendes Marketingbudget gross zu vermarkten», so Sebert. Der Geschäftsführer nahm zu verschiedenen Maschinenherstellern den Kontakt auf. «Ein grosser Maschinenbauer hat uns eine weitreichende Kooperation zugesagt, aber nach mehrjähriger Entwicklungsarbeit von einem auf den anderen Tag den Stecker gezogen. Das war ein harter Rückschlag nach den hohen Entwicklungskosten», erzählt Sebert.
Doch der Tüftler liess nicht locker und vertiefte die Gespräche mit anderen Maschinenbauunternehmen. Mit Erfolg: Sebert überzeugte mehrere bekannte Unternehmen von seiner Entwicklung, sodass diese nun auf zahlreichen Bearbeitungszentren zum Einsatz kommt. Fanuc hat für das Kühlmittelsystem schon eine App entwickelt, die die Position der Kühlmitteldüsen automatisch über die eingegebenen Werkzeugdaten steuert.
Die Produktion der mechanischen Komponenten der Kühlmittelringe geschieht in der eigenen Fertigung. Die Bewegung der Kühlmitteldüsen geschieht über eine Mechanik, die über eine Stellverzahnung gesteuert ist. Für das Fräsen der Verzahnung mit Modul 1 setzt Sebert mit seinem Team aus erfahrenen Zerspanern auf das Zirkularfrässystem von Horn. «Von Anfang an setzten wir auf die Horn-Systeme. Wir hatten uns auch zahlreiche Werkzeuge von unterschiedlichen Werkzeugherstellern angeschaut, aber kein Frässystem bot uns die Flexibilität wie die Fräser von Horn. Wir arbeiten mit teils sehr langen Werkzeugauskragungen und da unterscheidet sich die Spreu vom Weizen», erzählt Sebert.

Zirkularfräser für präzise Verzahnungen
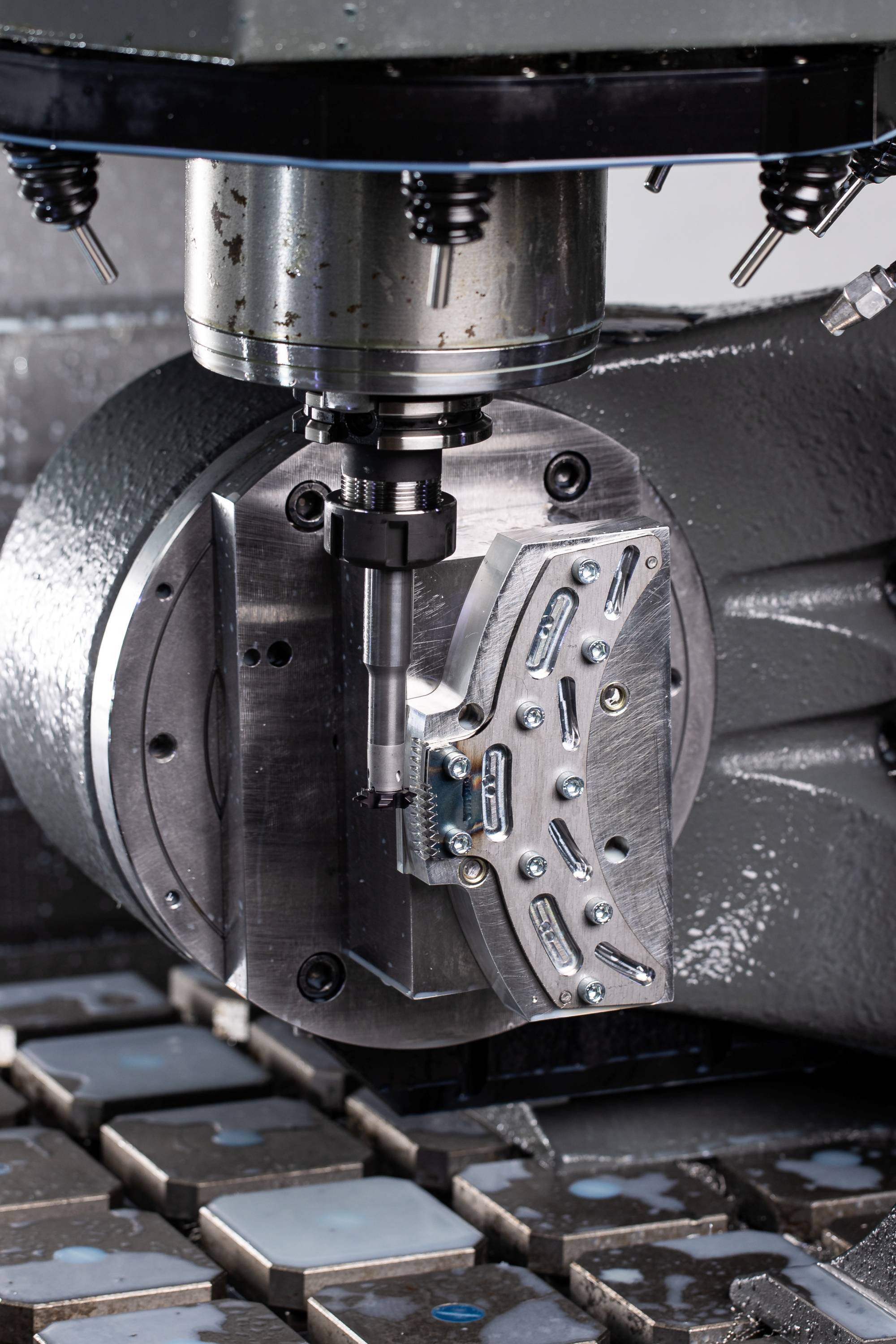
Zum Einsatz kommt das Horn-Zirkularfrässystem 613. Das Sonderprofil der sechs Zähne des Werkzeugs gleicht dem Soll-Profil der Zahnflanken des Werkstücks. Die Auskragung des Werkzeugs ist aufgrund der Gegebenheiten lang. Durch den schwingungsdämpfenden Vollhartmetallschaft treten keine Probleme mit Vibrationen des Werkzeugs auf. Die präzise Schnittstelle zwischen Träger und Schneidplatte ermöglicht einen µ-genauen Rund- und Planlauf der Schneidplatte beim Wechsel. Das Schruppen und Schlichten geschieht mit demselben Werkzeug.
Mit mehreren Zustellungen fräst das Werkzeug die einzelnen Zähne in das Werkstück. Die Schruppschnitte haben eine Tiefe von ap = 0,2 mm und werden mit einer Schnittgeschwindigkeit von vc = 100 m/min gefräst. Das Schlichtaufmass beträgt 0,1 mm. Die Schlichtzustellung für das letzte Zehntel bis zum Fertigmass fräst das Werkzeug mit einer Schnittgeschwindigkeit von vc = 100 m/min. Die Fräsrichtung erfolgt im Gegenlauf. Die Werkzeuge von Horn weisen trotz des hohen Schnittdrucks durch die sechs Zähne eine hohe Stabilität auf. Die sechs Zähne bieten hierbei eine hohe Fräsleistung und die Möglichkeit, höhere Schnittgeschwindigkeiten zu fahren. «Wir haben trotz der langen Werkzeugauskragung keine Probleme mit Rattermarken auf der Oberfläche. Hierbei achten wir natürlich auch auf eine sehr steife Spannung der Bauteile. Die Werkzeuge würden die Zähne auch im Vollschnitt problemlos fräsen. Wir sind jedoch bewusst auf mehrere Zustellungen gegangen, um für dieses zentrale Bauteil die optimale Verzahnungsqualität zu erreichen», so Sebert.

Zirkularfrässystem als Multitalent
Nutfräsen, Trennfräsen oder Verzahnungsfräsen: Dies sind nur drei genannte Fräsprozesse, welche das Horn-Zirkularfrässystem produktiv meistert. Als echtes Multitalent einsetzbar, beherrscht das weitreichende Werkzeugportfolio dieses Werkzeugsystems noch einige weitere Fräsprozesse. Einsetzbar ab einem Innendurchmesser von 8 mm für die präzise Bohrungsbearbeitung, Schlitzfräsen von schmalen Nuten mit einer Breite von 0,2 mm oder das Fräsen von Passverzahnungen: Die Fräswerkzeuge zeigen sich als Problemlöser in zahlreichen Standardvarianten, als auch in speziellen Sonderformen für einige andere Fräsprozesse.
Das Zirkularfrässystem von Horn bietet dem Anwender eine Reihe von Verfahrensvorteilen: Es ist schnell, prozesssicher und erzielt gute Oberflächenergebnisse. Dabei taucht das auf einer Helixbahn geführte Werkzeug schräg oder sehr flach in das Material ein. Dadurch lassen sich beispielsweise Gewinde in reproduzierbar hoher Qualität herstellen. Im Vergleich zur Bearbeitung mit Wendeschneidplatten bei grösseren Durchmessern oder VHM-Fräsern bei kleineren Durchmessern ist Zirkularfräsen in der Regel wirtschaftlicher.
Zirkularfräser haben ein breites Einsatzgebiet. Sie bearbeiten Stahl, Sonderstähle, Titan oder Aluminium und Sonderlegierungen. Die Präzisionswerkzeuge eignen sich besonders für die Prozesse Nutfräsen, Bohrzirkularfräsen, Gewindefräsen, T-Nutfräsen, Profilfräsen sowie Verzahnungsfräsen. Sie überzeugen aber auch in Sonderanwendungen wie dem Fräsen von Dichtnuten oder bei der Pleuelbearbeitung.

Nachrüstung und OEM
Neben der OEM-Erstausrüstung von mehreren Maschinenherstellern bietet Asch & Sebert die Kühlmittelringe auch zum Nachrüsten von bestehenden und auch älteren Maschinen an. Das System besteht aus dem eigentlichen Kühlmittelring und der dazugehörigen Steuerungsbox. Die Box ist direkt mit der Steuerung der Maschine verbunden, um die Werkzeugdaten abzugreifen. Die Installation verlangt dabei die Rücksprache mit dem jeweiligen Maschinenhersteller. Eine andere Variante ist der Kühlmittelring mit einer Handsteuerung.
Der Einbau erfordert keine direkte Kommunikation mit der Maschinensoftware. Die Lage der Kühlmitteldüsen kann hierbei über ein Bedienpanel neben der Maschinensteuerung gesteuert werden. Das System liefert einen maximalen Kühlmitteldruck von 15 bar. Dies ist für die äussere Kühlmittelzufuhr in den meisten Fällen ausreichend. Wenn der Druck steigt, vernebelt der Kühlschmierstoff zu stark und verliert dabei seine Eigenschaften.
Sebert betont die Bedeutung der Zusammenarbeit mit Horn: «Wir setzen von Anfang an auf die Horn-Systeme. Kein anderes Frässystem bietet uns die Flexibilität, die wir brauchen.» Für den Geschäftsführer ist die Zusammenarbeit mit Horn ein wichtiger Faktor für die erfolgreiche Entwicklung des Kühlmittelrings.
Asch & Sebert

Passend zu diesem Artikel

Impressum
Textquelle: Horn
Bildquelle: Horn/Sauermann
Redaktionelle Bearbeitung: Technische Rundschau
Informationen
Firma



Veröffentlicht am: