

Die Grindinghub 2026 zeigt, wie integrierte Schleifprozesse Präzision und Effizienz sichern. Der Beitrag erklärt, warum Maschine, Werkzeug, Messtechnik und Prozesswissen enger zusammenspielen müssen.
Redaktionelle Bearbeitung: Technische Rundschau
Für die hochgenaue Bauteilfertigung und anspruchsvolle Oberflächen kommt häufig das Schleifen zum Einsatz. Dabei wird das Zusammenspiel von Maschine, Messtechnik, Know-how und Werkzeugen immer wichtiger. Gezielte Entwicklungen für spezifische Anwendungen, etwa für die Bearbeitung von Bremsscheiben oder Gussteilen, schaffen zusätzliche Effizienzgewinne beim Anwender.
Eine zentrale Rolle übernimmt dabei die Messtechnik in modernen Schleifmaschinen. Sie trägt wesentlich dazu bei, die Werkstückqualität zu sichern – bis hin zur geometrischen Rückführung der Daten in den Qualitätsregelkreis. Gleichzeitig müssen die im Gesamtsystem eingesetzten Präzisionswerkzeuge optimal «in Form» gebracht werden. Dem Werkzeugschleifen kommt daher eine besondere Bedeutung zu, ergänzt durch eine verlässliche Versorgung für stabile Prozesse.
Präzision entsteht im Zusammenspiel
Wenn es um enge Formtoleranzen und hochpräzise Oberflächen geht, ist Schleifen eine Schlüsseltechnologie der modernen Fertigung. Entscheidend für stabile und wirtschaftliche Prozesse ist dabei nicht allein das Verfahren, sondern das präzise Zusammenspiel von Maschine, Werkzeug, Prozesswissen und Messtechnik – insbesondere bei anspruchsvollen Werkstücken wie Bremsscheiben.
Diese reagieren äusserst sensibel auf mechanische und thermische Belastungen. Zu hohe Prozesskräfte führen schnell zu Verzug und damit zu Abweichungen bei Planlauf und Parallelität. Ziel moderner Schleifprozesse ist es deshalb, den Materialabtrag möglichst schonend und zugleich reproduzierbar zu gestalten.
Bild: Kreuzschliff einer hartstoffbeschichteten Bremsscheibe. (Foto: Nagel Technologies GmbH)
Bremsscheiben wirtschaftlich schleifen
Ein Ansatz, der sich hier bewährt hat, ist die konsequente Betrachtung der gesamten Prozesskette. Beschichten und Schleifen werden als integrierter Prozess ausgelegt, während Maschinen, Schleifwerkzeuge und Schneidmittel exakt aufeinander abgestimmt sind. Gleichzeitig übernimmt die Nagel Technologies GmbH aus Nürtingen die Verantwortung für den gesamten Bearbeitungsprozess.
«Beim Schleifen geht es heute nicht mehr nur um den Abtrag, sondern um das kontrollierte Zusammenspiel aller Prozesskomponenten», erklärt Andreas Schmohl, Geschäftsführer der Elgan Diamantwerkzeuge GmbH & Co. KG und Geschäftsfeldleiter Superfinishen bei Nagel Technologies. «Unser Ziel ist es, die Prozesskräfte so gering wie möglich zu halten, um Verformungen zu vermeiden und höchste Präzision zu erreichen.»
Technisch basiert der Ansatz auf dem Doppelplanschleifen, bei dem beide Seiten der Bremsscheibe gleichzeitig bearbeitet werden. Die gleichmässige Lastverteilung reduziert lokale Kraftspitzen und ermöglicht stabile Prozesse mit hoher Qualität über die gesamte Standzeit der selbstschärfenden Schleifsegmente.
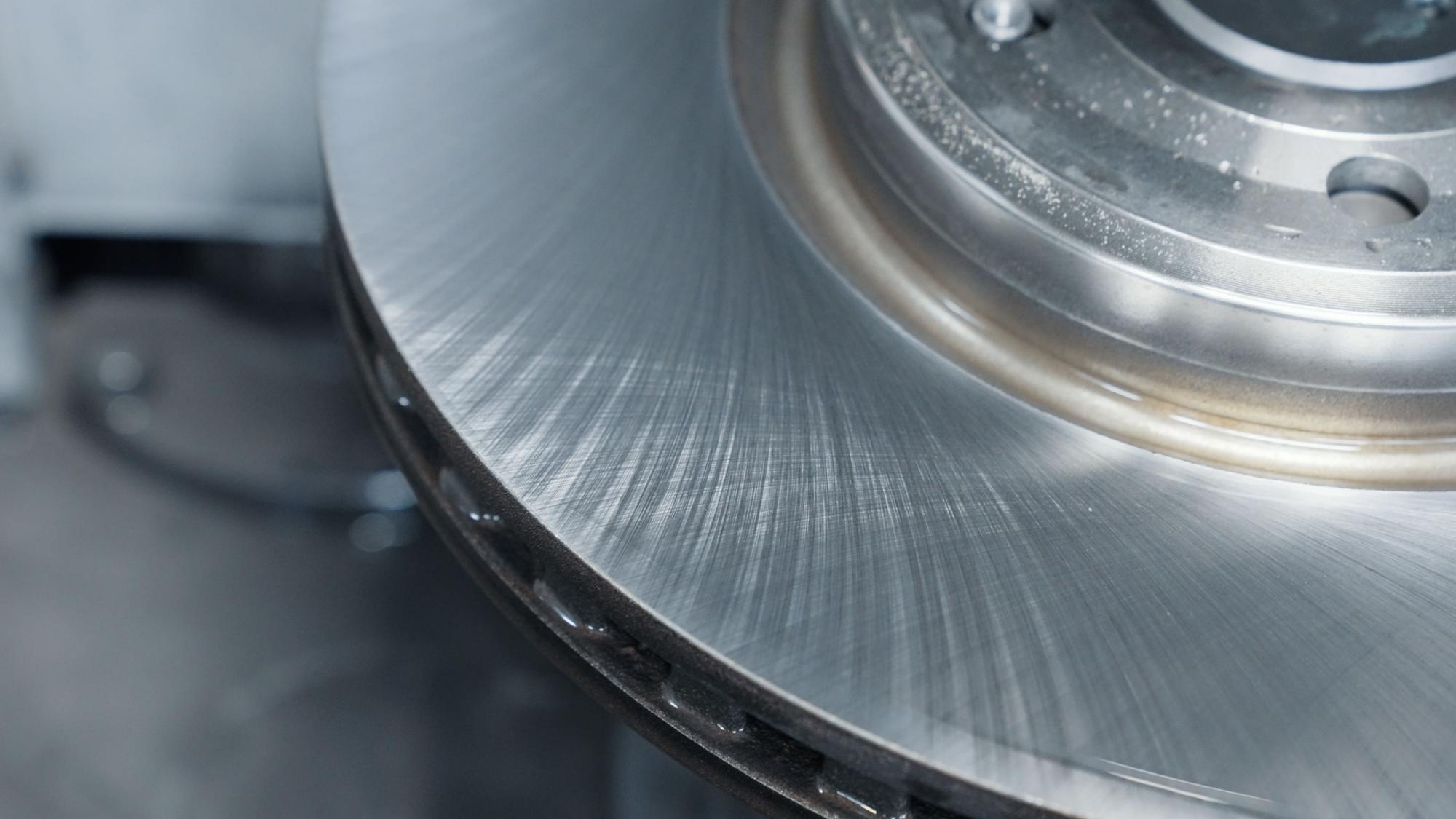
Bild: Kreuzschliff einer hartstoffbeschichteten Bremsscheibe. (Foto: Nagel Technologies GmbH)
Bremsscheiben wirtschaftlich schleifen
Ein Ansatz, der sich hier bewährt hat, ist die konsequente Betrachtung der gesamten Prozesskette. Beschichten und Schleifen werden als integrierter Prozess ausgelegt, während Maschinen, Schleifwerkzeuge und Schneidmittel exakt aufeinander abgestimmt sind. Gleichzeitig übernimmt die Nagel Technologies GmbH aus Nürtingen die Verantwortung für den gesamten Bearbeitungsprozess.
«Beim Schleifen geht es heute nicht mehr nur um den Abtrag, sondern um das kontrollierte Zusammenspiel aller Prozesskomponenten», erklärt Andreas Schmohl, Geschäftsführer der Elgan Diamantwerkzeuge GmbH & Co. KG und Geschäftsfeldleiter Superfinishen bei Nagel Technologies. «Unser Ziel ist es, die Prozesskräfte so gering wie möglich zu halten, um Verformungen zu vermeiden und höchste Präzision zu erreichen.»
Technisch basiert der Ansatz auf dem Doppelplanschleifen, bei dem beide Seiten der Bremsscheibe gleichzeitig bearbeitet werden. Die gleichmässige Lastverteilung reduziert lokale Kraftspitzen und ermöglicht stabile Prozesse mit hoher Qualität über die gesamte Standzeit der selbstschärfenden Schleifsegmente.
Die Praxis zeigt die Bandbreite dieser Technologie: Für Kunden wurden bereits rund 40’000 beschichtete Bremsscheiben in etwa 300 Varianten im Vorserien- und Prototypenbereich bearbeitet. Auf einer Maschine lassen sich sowohl PKW- als auch LKW-Bremsscheiben fertigen – beschichtete Gussbremsscheiben ebenso wie keramische Varianten, bei denen lediglich das Schneidmittel gewechselt wird.
So wird Schleifen zunehmend zu einer integrierten Schlüsseltechnologie, bei der das präzise Zusammenspiel von Werkzeug, Maschine und Messtechnik über Qualität und Wirtschaftlichkeit entscheidet. «Auf der Grindinghub 2026 gehen wir hier im direkten Austausch gerne noch mehr ins Detail», so Schmohl.

Messtechnik direkt in der Schleifmaschine
In modernen Schleifmaschinen spielt die Messtechnik eine entscheidende Rolle, wenn es um die Sicherstellung der Werkstückqualität geht. Renishaw ermöglicht mit seinen Messtasterlösungen die geometrische Rückführung für den Qualitätsregelkreis.
«Mit unseren Messtastern werden Position, Orientierung und Zustand der Werkstücke erfasst. Die Bestimmung des tatsächlichen Materialaufmasses vermeidet dabei unproduktive ‚Luftschnitte‘. Die Endkontrolle lässt sich ebenfalls direkt im Arbeitsraum der Maschine durchführen», berichtet Dr. Jan Linnenbürger, Business Development Manager EMEA bei Renishaw mit deutschem Sitz in Pliezhausen.

«Damit können Anwender – auch bei schwankenden Prozessparametern – eine hohe Prozessfähigkeit erreichen. Durch die Integration der geometrischen Messung in die Schleifmaschine werden Prozesssicherheit und Effizienz deutlich erhöht.»
Ein besonderes Merkmal der Renishaw-Technologie ist ihre hohe Genauigkeit bei 3D-Messungen: «Renishaw ist dafür bekannt, eine Wiederholgenauigkeit von unter 0,25 Mikrometer zu erreichen», betont Linnenbürger. Aufgrund des robusten und besonders kompakten Aufbaus erfüllen die Messtaster die hohen Anforderungen in Schleifmaschinen.

Gerade dort, wo der Platz im Maschinenraum begrenzt ist, bietet das Unternehmen motorische Messarme, um alle Messstellen erreichen zu können. Darüber hinaus umfasst das Portfolio hochpräzise gekapselte Wegmesssysteme, die speziell auf die Bedürfnisse von Schleifmaschinen zugeschnitten sind. Francesco Palumbo, Vertrieb Encoder bei Renishaw, ist überzeugt: «Mit unserer Lösung holen wir die letzten Mikrometer an Genauigkeit heraus und sorgen für optimale Schleifbilder.»
Bild: Schleifen aus dem Vollen mit zwei CBN pro-Schleifscheiben im Schruppprozess. (Foto: Kapp GmbH & Co. KG)
CBN Schleifscheiben für Rotorbearbeitung
Nach einer mehrjährigen Entwicklungsphase stehen erstmals neuartige und spezifizierte CBN-Schrupp- und Schlichtschleifscheiben für die Rotorbearbeitung zur Verfügung. Die Werkzeuge wurden gezielt für die Bearbeitung von Gussrotoren entwickelt und ergänzen die etablierte CBN-Linie der Kapp Niles Unternehmensgruppe aus Coburg.
Im Schruppprozess erzielt das neu eingesetzte Korn durch optimierte Kühlmittelversorgung und grössere Spanräume eine deutliche Wärmereduzierung. In industriellen Anwendungen konnte zusätzlich das Zeitspanvolumen Q’w vervielfacht werden. In Kombination mit dem geringeren Wärmeeintrag liess sich die Schleifzeit dadurch um bis zu 30 Prozent reduzieren.
Durch die Steigerung der Prozessparameter entsteht die Möglichkeit, hohe Aufmasssituationen – zum Beispiel vorgegossene Rotoren mit 2 bis 4 mm Profilaufmass – wirtschaftlich zu bearbeiten. Eine Vorbearbeitung der Rotorprofile ist nicht mehr notwendig, wodurch sich der Fräsprozess einsparen lässt.
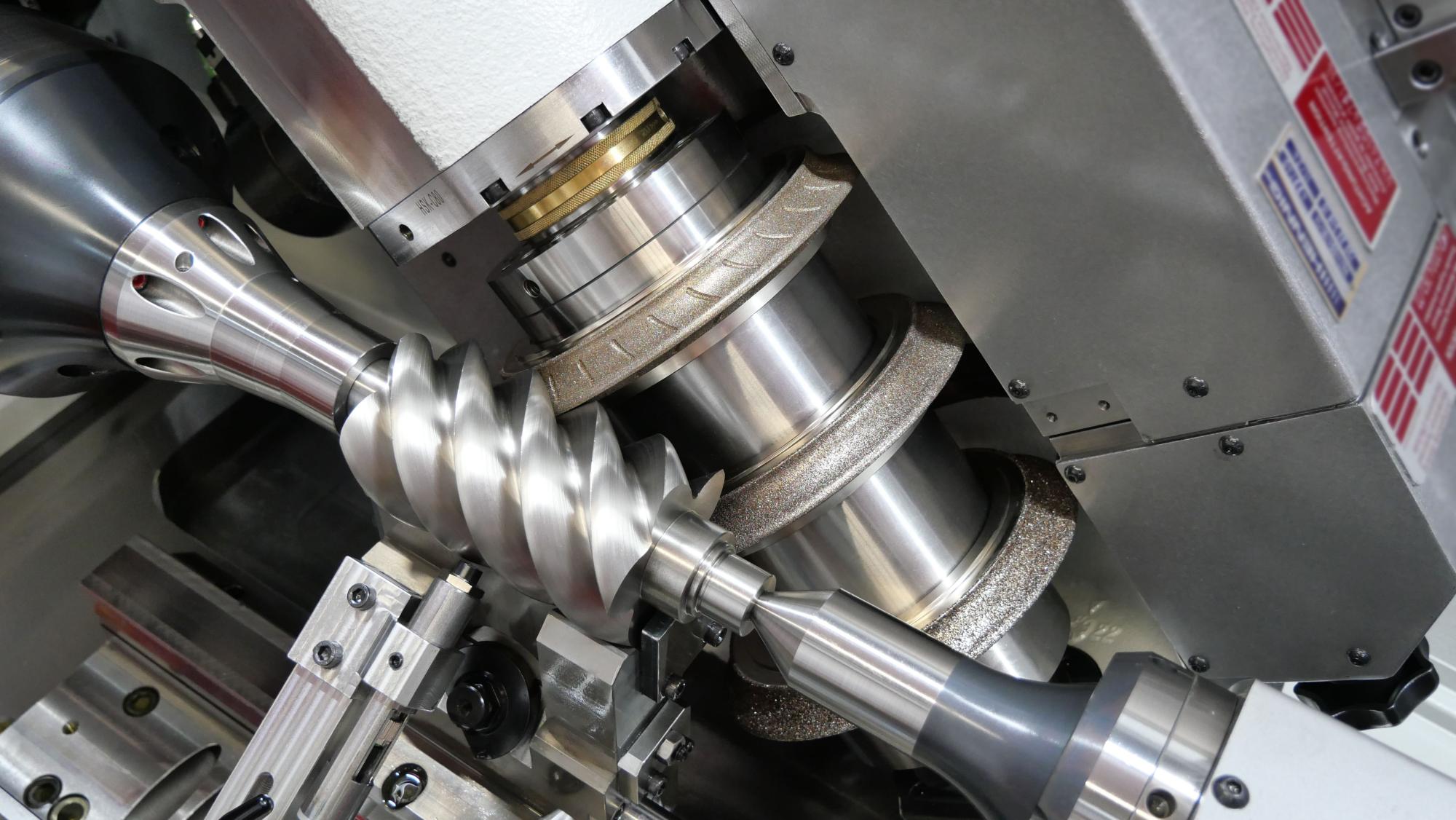
Bild: Schleifen aus dem Vollen mit zwei CBN pro-Schleifscheiben im Schruppprozess. (Foto: Kapp GmbH & Co. KG)
CBN Schleifscheiben für Rotorbearbeitung
Nach einer mehrjährigen Entwicklungsphase stehen erstmals neuartige und spezifizierte CBN-Schrupp- und Schlichtschleifscheiben für die Rotorbearbeitung zur Verfügung. Die Werkzeuge wurden gezielt für die Bearbeitung von Gussrotoren entwickelt und ergänzen die etablierte CBN-Linie der Kapp Niles Unternehmensgruppe aus Coburg.
Im Schruppprozess erzielt das neu eingesetzte Korn durch optimierte Kühlmittelversorgung und grössere Spanräume eine deutliche Wärmereduzierung. In industriellen Anwendungen konnte zusätzlich das Zeitspanvolumen Q’w vervielfacht werden. In Kombination mit dem geringeren Wärmeeintrag liess sich die Schleifzeit dadurch um bis zu 30 Prozent reduzieren.
Durch die Steigerung der Prozessparameter entsteht die Möglichkeit, hohe Aufmasssituationen – zum Beispiel vorgegossene Rotoren mit 2 bis 4 mm Profilaufmass – wirtschaftlich zu bearbeiten. Eine Vorbearbeitung der Rotorprofile ist nicht mehr notwendig, wodurch sich der Fräsprozess einsparen lässt.
Kapp Niles stärkt Serienfertigung
Für die Schlichtbearbeitung kommt ein optimiertes CBN-Korn zum Einsatz, das speziell für die Gussbearbeitung ausgelegt ist. Das Ergebnis ist eine signifikante Steigerung der Standmenge bei gewohnt konstant hoher Bauteilqualität.
Die optimierten CBN-Schleifscheiben sind einzeln einsetzbar oder als Performance-Paket kombinierbar. Sie heben das Potenzial der RX-Maschinen in der Serienfertigung von Gussrotoren spürbar an. Bestehende Werkzeuge können aktualisiert werden; die Lösungen sind industriell erprobt und bereit für den Shopfloor.
Mit der zusätzlichen CBN-Werkzeugserie stärkt Kapp Niles seine Position in der Rotorserienproduktion und schafft die Basis für neue, noch kundenspezifischere Lösungen. «Das Feedback unserer Kunden zeigt, dass wir mit den optimierten CBN-Werkzeugen den Nerv getroffen haben und die Produktion unserer Kunden bedarfsgerecht und leistungsfähig unterstützen können», sagt Andreas Paatz, Leiter Bereich Service/Werkzeuge/Digitalisierung.
Werkzeugversorgung und Prozesssicherheit
Auch internationale Aussteller sind in Stuttgart zahlreich vertreten. Die Themen Werkzeuge, Schleifen sowie ganzheitliche Prozessbetrachtung stehen bei vielen Anbietern im Fokus. Ceratizit mit Sitz in Luxemburg präsentiert sich beispielsweise mit der Business Unit «Rods & Preforms» sowie der kompletten Division «Private Label» und rückt sein Portfolio für Werkzeughersteller in den Mittelpunkt.
«Auf der Grindinghub zeigen wir getreu dem Leitmotiv ‚Reliability Redefined‘ unsere vollständig integrierte Wertschöpfung: vom Pulver bis zum fertigen Halbzeug. Gerade in Zeiten, in denen die Verfügbarkeit an erster Stelle steht, sichern wir somit unseren Kunden ein Höchstmass an Versorgung bei gleichzeitiger Premiumqualität», kündigt Michael Knittl, Head of Sales and PM bei Ceratizit, an.
Bild: Unter dem Motto «Reliability Redefined» zeigt Ceratizit, wie unabhängige Supply Chain, technische Expertise und neue Lösungen die Grundlage für eine leistungsfähige Partnerschaft bilden. (Foto: Ceratizit S.A.)
Dazu gehören in diesem Jahr unter anderem Erweiterungen im Ultrafeinportfolio, zum Beispiel für das Vollhartmetall-VHM-Fräsen, sowie neue Ausführungen von Fräsrohlingen für die Mikrobearbeitung mit bis zu sieben Kühlkanälen.
«Das optimiert die Fräsleistung dank gezielter Kühlung in der Eingriffszone und erhöht die Standzeit, selbstverständlich bei voller Stabilität des Schafts und des fertig geschliffenen Werkzeugs», ergänzt Knittl.
Zudem hat das Unternehmen bereits seit einiger Zeit Hartmetallsubstrate im Programm, deren wiederaufbereitetes Wolframkarbid-Pulver den höchsten Materialkreislauf in seiner Kategorie aufweist: 99 Prozent des Pulvers sind mit fortschrittlichen metallurgischen Technologien und 100 Prozent erneuerbarer Energie wiederaufbereitet. Dazu Michael Knittl: «Und auch in dieser Kategorie arbeiten wir stets an neuen Möglichkeiten, den Einsatzbereich dieser Substrate zu erweitern!»

Bild: Unter dem Motto «Reliability Redefined» zeigt Ceratizit, wie unabhängige Supply Chain, technische Expertise und neue Lösungen die Grundlage für eine leistungsfähige Partnerschaft bilden. (Foto: Ceratizit S.A.)
Dazu gehören in diesem Jahr unter anderem Erweiterungen im Ultrafeinportfolio, zum Beispiel für das Vollhartmetall-VHM-Fräsen, sowie neue Ausführungen von Fräsrohlingen für die Mikrobearbeitung mit bis zu sieben Kühlkanälen.
«Das optimiert die Fräsleistung dank gezielter Kühlung in der Eingriffszone und erhöht die Standzeit, selbstverständlich bei voller Stabilität des Schafts und des fertig geschliffenen Werkzeugs», ergänzt Knittl.
Zudem hat das Unternehmen bereits seit einiger Zeit Hartmetallsubstrate im Programm, deren wiederaufbereitetes Wolframkarbid-Pulver den höchsten Materialkreislauf in seiner Kategorie aufweist: 99 Prozent des Pulvers sind mit fortschrittlichen metallurgischen Technologien und 100 Prozent erneuerbarer Energie wiederaufbereitet. Dazu Michael Knittl: «Und auch in dieser Kategorie arbeiten wir stets an neuen Möglichkeiten, den Einsatzbereich dieser Substrate zu erweitern!»
Grindinghub bündelt Schleiftechnik
Hochpräzises Schleifen in heutigen Produktionen entsteht häufig durch das abgestimmte Zusammenspiel aller am Prozess beteiligten Komponenten. Das gilt insbesondere bei anspruchsvollen Bauteilen. Moderne Ansätze umfassen integrierte Prozessketten einschliesslich hochgenauer Messtechnik direkt in der Maschine, um Prozesskräfte zu minimieren sowie Qualität und Effizienz zu steigern.
Neue Entwicklungen wie optimierte CBN-Schleifscheiben erhöhen zusätzlich die Produktivität, reduzieren Wärmebelastungen und verkürzen die Bearbeitungszeit deutlich. Insgesamt entwickelt sich Schleifen zu einer ganzheitlichen Schlüsseltechnologie, bei der integrierte Systeme und neue Werkzeuge entscheidend für Präzision, Wirtschaftlichkeit und Prozesssicherheit sind – zu erleben an einem Ort auf der Grindinghub vom 5. bis 8. Mai in Stuttgart.

Passend zu diesem Artikel
Impressum
Textquelle: VDW (Autor: Dag Heidecker, Fachjournalist, Wermelskirchen)
Bildquelle: Nagel Technologies GmbH, Renishaw GmbH, Kapp GmbH & Co. KG, Ceratizit S.A.
Redaktionelle Bearbeitung: Technische Rundschau
Informationen



Veröffentlicht am: