
Stechdrehen: Bearbeitung zwischen zwei Flanken
Stechdrehen zählt zu den anspruchsvollsten Verfahren der Drehbearbeitung. Begrenzte Spanräume, hohe thermische Belastungen und instabile Spanbildung erschweren die Bearbeitung rostfreier oder hochwarmfester Werkstoffe. Im Fokus stehen daher optimierte Schneidengeometrien, moderne Beschichtungen und gezielte Innenkühlung.
Textquelle: Paul Horn GmbH
Der Span verlässt die Zerspanungszone beim Stechdrehen im Wesentlichen nur nach oben und entgegen der Vorschubrichtung. Deshalb steigen die Anforderungen an Werkzeuggeometrie, Spanformung, Kühlung und Prozessstabilität. Bereits kleine Abweichungen können Spanwickler, erhöhten Verschleiss, schlechte Oberflächenqualitäten oder sogar Werkzeugbruch verursachen. Stechdrehen ist deshalb mehr als ein einfacher Einstichprozess. Erst das abgestimmte Zusammenspiel aus Werkzeugtechnologie, Beschichtung, Maschinenstabilität, Spanntechnik und Prozessführung sorgt für stabile Ergebnisse. Ziel bleibt immer, den Span kontrolliert zu formen, sicher aus der Nut abzuleiten und gleichzeitig hohe Standzeiten sowie reproduzierbare Bearbeitungsergebnisse zu erzielen.
Bedeutung der Schneidengeometrie
Die Schneidengeometrie beeinflusst das Ein- und Abstechen massgeblich. Ihre Hauptaufgaben bestehen darin, die Späne kontrolliert zu führen und gezielt zu formen. Bei der Spankontrolle erzeugt die Geometrie kurze, beherrschbare Spanformen wie Wendelspanstücke, Spiralspäne, Kommaspäne, Reissspäne oder Bröckelspäne. Dies verhindert Spanwickler und reduziert Prozessstörungen. Lange Bandspäne hingegen wickeln sich um Werkstück oder Werkzeug, behindern den Spanfluss und verschlechtern die Oberflächenqualität. Gleichzeitig formt die Geometrie den Span gezielt um und verjüngt ihn. Diese Verjüngung ermöglicht es, den Span trotz der eingeschlossenen Bearbeitungssituation sicher aus der Nut abzuführen. Ohne gezielte Spanformung entstehen breite Späne, die an den Flanken reiben und Werkstückoberflächen beschädigen.
Der Einfluss der Geometrie zeigt sich beim Vergleich verschiedener Spanleitstufen. Geschliffene, runde Spanleitstufen beeinflussen den Span oft nur gering. Der Span läuft weitgehend unkontrolliert ab und bildet lange Spanformen. Geometrien mit ausgeprägten Spanformelementen erzeugen dagegen kurze, kontrollierte und stark verformte Späne. Diese kontrollierte Spanbildung bildet die Grundlage für stabile Bearbeitungsprozesse. Vor allem bei rostfreien Werkstoffen wie 1.4305 entscheidet die richtige Geometrie über Prozesssicherheit und Standzeit. Bereits bei Schnittgeschwindigkeiten um 100 m/min und Vorschüben von etwa 0,12 mm/U beeinflusst die Spanformung das Bearbeitungsergebnis massgeblich.
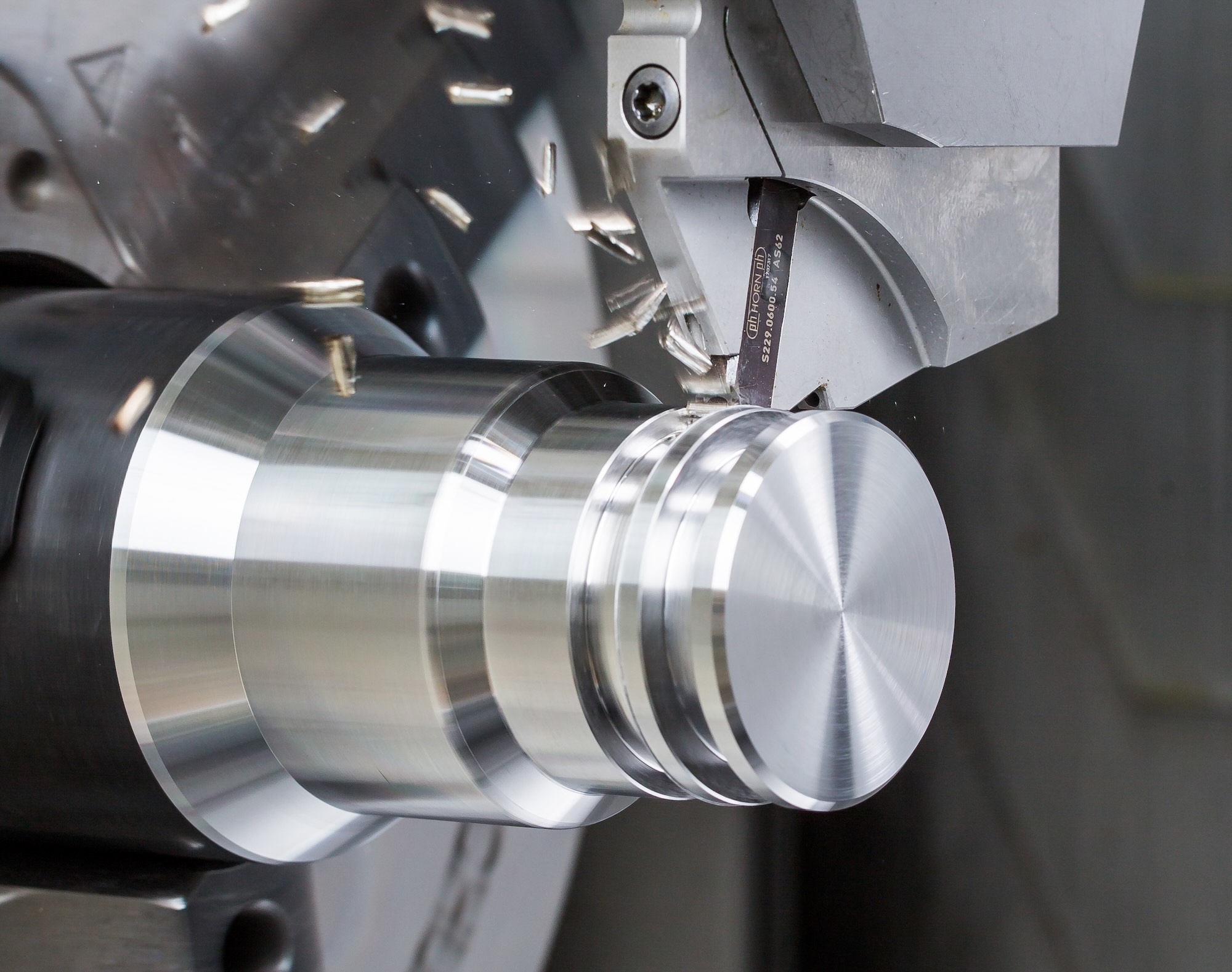
Trochoidales Stechdrehen

Trochoidales Stechdrehen: Besonders bei tiefen Einstichen oder schwer zerspanbaren Werkstoffen bietet dieses Verfahren Vorteile. (Bild: Horn/Sauermann)
Das trochoidale Stechdrehen erweitert die Möglichkeiten klassischer Stechprozesse. Statt die gesamte Nut im Vollschnitt zu bearbeiten, bewegt sich das Werkzeug auf einer überlagerten Bahnbewegung durch das Werkstück. Durch diese Strategie reduziert sich die Werkzeugbelastung und verbessert sich der Spanabtransport. Besonders bei tiefen Einstichen oder schwer zerspanbaren Werkstoffen bietet dieses Verfahren Vorteile. Typische Prozessparameter liegen beispielsweise bei Schnittgeschwindigkeiten um 280 m/min und Vorschüben bis 0,6 mm/U. Dabei werden Mindestzustellungen von etwa 0,7 mm und maximale Zustellungen bis 1,5 mm verwendet. Der Schnittwinkel bewegt sich typischerweise zwischen 40° und 60°. Durch die geringeren Eingriffsverhältnisse sinken die radialen Kräfte. Parallel reduziert sich die thermische Belastung der Schneide. Das Verfahren eignet sich besonders für moderne Hochleistungszerspanungen und grosse zu erzielende Spanvolumen.
Bedeutung moderner Beschichtungen
Die Beschichtung moderner Stechplatten reduziert Verschleiss, minimiert die Reibung zwischen Span und Werkzeug, verhindert Aufbauschneiden und ermöglicht höhere Schnittparameter. (Bild: Horn/Sauermann)
Die Beschichtung moderner Stechplatten beeinflusst Wirtschaftlichkeit und Prozesssicherheit. Sie reduziert Verschleiss, minimiert die Reibung zwischen Span und Werkzeug, verhindert Aufbauschneiden und ermöglicht höhere Schnittparameter. Bei der Entwicklung der Werkzeugschichten müssen zahlreiche Einflussgrössen berücksichtigt werden. Dazu zählen die chemische Wechselwirkung zwischen Werkzeug und Werkstoff, die Schneidkantenverrundung, der Beschichtungsprozess sowie die mechanischen Eigenschaften der Schicht. Stimmen Geometrie, Substrat und Beschichtung nicht überein, entstehen Eigenspannungen innerhalb der Schicht. Diese können Härte und Zähigkeit verbessern, aber auch Rissbildung oder Schichtabplatzungen verursachen.
Maschinenstabilität, Werkstückspannung, Werkzeugaufnahme, Kühlstrategie und Schnittparameter wirken direkt auf die Leistungsfähigkeit der Schneidplatte ein. Ungeeignete Kombinationen aus Geometrie, Beschichtung und Prozessparametern verursachen vorzeitigen Verschleiss. Eine Prozessauslegung erfordert immer die ganzheitliche Betrachtung des gesamten Bearbeitungssystems.
Kühlung im Stechprozess
Die Kühlung übernimmt beim Stechdrehen eine zentrale Aufgabe. Besonders beim Einstechen in rostfreie Werkstoffe entstehen hohe Temperaturen. Praxisuntersuchungen zeigen Unterschiede zwischen verschiedenen Kühlstrategien. Bei externer Kühlmittelzufuhr mit niedrigen Drücken treten häufig starke Verschleisserscheinungen auf der Spanfläche auf. Wird der Kühlmitteldruck erhöht, reduziert sich der Verschleiss deutlich. Gute Ergebnisse erzielen Systeme, die das Kühlmittel direkt an die Spanfläche führen.
Moderne Klemmhalter mit integrierter Kühlmittelzufuhr ermöglichen eine gezielte Kühlung direkt in der Zerspanungszone. Durch die direkte Kühlmittelzufuhr hebt das Kühlmedium den Span frühzeitig an und transportiert ihn kontrolliert aus der Nut. Die Klemmhalter verfügen meist über universelle Kühlmittelanschlüsse mittels Langlöchern oder G1/8“-Anbindungen.
Auch die Zusammensetzung des Kühlschmierstoffs beeinflusst den Zerspanprozess. Bereits kleine Änderungen des Ölanteils einer Emulsion können deutliche Auswirkungen auf die Standzeit haben. Praxisbeispiele zeigen, dass eine Erhöhung des Ölanteils von 11 Prozent auf 13 Prozent bei der Bearbeitung von Inconel 718 die Standmenge verdoppeln kann. Besonders bei hochwarmfesten Werkstoffen verbessert ein höherer Schmieranteil die Reibungsverhältnisse zwischen Span und Werkzeug.
Abstechen mit X- und Y-Achse
Das Abstechen bildet den letzten Bearbeitungsschritt auf der Hauptspindel. Traditionell erfolgt das Abstechen über die X-Achse. Hierbei wirken die Schnittkräfte senkrecht zur Werkzeugaufnahme. Mit zunehmendem Abstand zwischen Schneide und Aufnahme wächst der Hebelarm und die Biegebeanspruchungen sowie Schwingungsneigung steigen. Beim Abstechen über die Y-Achse verändert sich die Richtung der resultierenden Schnittkraft. Ein Grossteil der Kräfte wird über die Schnittgeschwindigkeit aufgenommen, während nur ein kleiner Anteil über den Vorschub wirkt. Die resultierende Kraft wird etwa unter 30 Grad in die Werkzeugaufnahme eingeleitet.
Die unterschiedlichen Kraftverhältnisse wirken sich direkt auf die Belastung des Plattensitzes aus. Bei angenommenen Kräften von 2000 N senkrecht zur Schneide sowie 400 N radial entsteht beim X-Abstechen eine deutlich höhere Belastung durch den langen Hebelarm. Beim Y-Abstechen reduziert sich diese Belastung um etwa 30 Prozent. Folglich laufen die Prozesse ruhiger und vibrationsärmer.
Praxisbeispiele zeigen, dass sich durch den Wechsel von X- auf Y-Abstechen sowohl die Standzeit als auch die Prozessruhe verbessern. In einzelnen Anwendungen konnte die Standmenge bei unveränderten Schnittparametern sogar mehr als verdoppelt werden. Gleichzeitig sinkt der Geräuschpegel. Allerdings setzt das Y-Abstechen voraus, dass Maschine und Steuerung die notwendigen Verfahrwege und Bearbeitungsstrategien unterstützen.
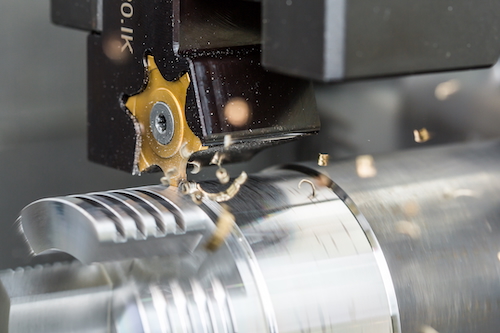
Formstechen komplexer Konturen

Komplexe Konturen lassen sich in der Serienfertigung mit profilierten Schneidplatten in einem Einstich fertigen. (Bild: Horn/Sauermann)
Komplexe Konturen wie Vielzahnprofile stellen hohe Anforderungen an die Prozessstrategie. Eine Möglichkeit besteht darin, die Kontur konventionell mit einem Stechwerkzeug schrittweise zu erzeugen. Hierbei werden einzelne Einstiche nacheinander programmiert und abgearbeitet. Dieses Verfahren eignet sich besonders für Prototypen oder Kleinserien.
Bei grossen Stückzahlen steigen jedoch Programmier- und Bearbeitungsaufwand erheblich. Alternativ ermöglichen Formstechwerkzeuge die Herstellung der kompletten Kontur in nur einem Bearbeitungsschritt. Dabei erzeugt eine speziell ausgelegte Formschneide die gesamte Geometrie auf einmal. Der Vorteil liegt in der hohen Wiederholgenauigkeit und den kurzen Bearbeitungszeiten. Allerdings erzeugt die grosse gleichzeitig eingreifende Schneidenlänge hohe Zerspanungskräfte. Diese Kräfte können Schwingungen, Oberflächenmarkierungen oder Massabweichungen verursachen.
Das Schälformstechen erweitert das klassische Formstechen um eine deutlich prozessstabilere Strategie. Hierbei sitzt die Schneidplatte typischerweise unter einem Winkel von etwa 45° im Plattensitz. Das Werkzeug fährt nicht radial in das Werkstück ein, sondern wird tangential am Werkstück vorbeigeführt. In diesem Prozess entstehen die einzelnen Formelemente nacheinander. Im Gegensatz zum radialen Formeinstich greift somit nicht die gesamte Schneidenbreite gleichzeitig in das Material ein. Messungen mit Kraftmesssystemen zeigen klare Unterschiede zwischen beiden Verfahren. Beim klassischen Formstechen können Schnittkräfte von nahezu 6.000 N auftreten. Beim Schälformstechen liegen die Kräfte deutlich niedriger.
Entscheidend für stabile Prozesse sind abgestimmte Schneidengeometrien, moderne Beschichtungen, gezielte Kühlung und eine hohe Maschinenstabilität. Optimierte Spanformung und Innenkühlung verbessern Spanabfuhr, Oberflächenqualität und Standzeiten deutlich. Verfahren wie trochoidales Stechdrehen oder Y-Achsen-Abstechen reduzieren Kräfte, erhöhen die Prozessruhe und steigern die Wirtschaftlichkeit.

Impressum
Textquelle: Paul Horn GmbH



Veröffentlicht am: